3D盖板玻璃的热弯工艺及常见问题分析
目前3D盖板玻璃产业发展迅猛,主要成型方法采用热弯成型工艺。通过对热弯工艺模具选用、参数确定等方面的阐述,分析热弯工艺的常见问题,并给出相应的对策。
热弯模具的选用。业内大部分均采用石墨作为模具原材料,其主要特性有以下几点:①耐高温,石墨的熔点为(3 850±50)℃,沸点为4 250 ℃,经高温灼烧重量损失很小。②热膨胀系数小。③导热性能好,石墨导热系数随温度升高而降低,有利于温度向玻璃的传导,提高热效率。④润滑性。石墨材质模具表面光滑,组织均匀,尺寸精准,且容易脱模,能减少对玻璃屏幕造成伤害。⑤化学稳定性。石墨在常温下化学稳定性非常好,不易受热态玻璃的浸润,也不会影响玻璃的结构和成分。⑥3D玻璃用石墨模具一般成对使用,即凹凸模配套使用。石墨模具示意图见图1。

图1 石墨模具示例图
热弯工艺温度参数的确定。包括玻璃的应变点、退火点、变形点、软化点和热膨胀系数。尤其重要的是玻璃的变形点温度(Td),以确定3D热弯加工成型温度范围。根据实践经验,适宜玻璃产品热态成型的温度T范围为:Td
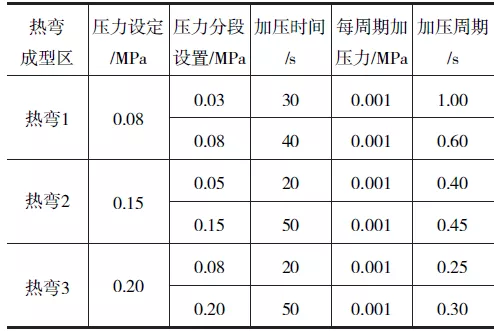
热弯工艺流程:原片载入→预热→热弯成型→退火→冷却→3D玻璃卸载。预热区温度设置见表1,热弯成型区温度见表2,压力设置见表3。

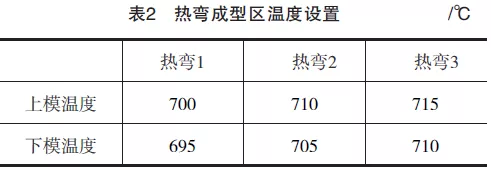
表3 热弯成型区压力设置
退火阶段:玻璃在该区域消除残余应力,应结合玻璃退火点、应变点进行温度设置。退火区温度设置见表4。

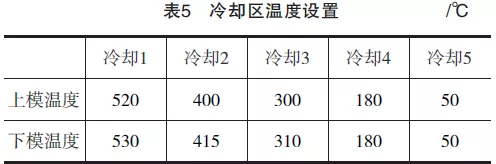
冷却阶段:在冷却装置的作用下,玻璃进行冷却定型,温度设置根据模具导热等情况设置,避免玻璃翘曲超标。冷却区温度设置见表5。
热弯过程中常见问题分析及对策。(1)玻璃在模具内破裂。观察外观看是否有边部欠磨、砂边等问题;根据温度曲线,是否符合要求;在设置热弯压力时,要综合考虑,条件不同,设置参数也不同。在热弯区域尤其应注意压力曲线的设置,逐步增加压力的方式优于间断施加压力。(2)玻璃表面麻点。石墨模具材质颗粒度过大或者加工质量差易造成玻璃产品出现麻点;作业环境的洁净度低,有飘尘等异物;热弯温度偏高,引起玻璃表面软化过度而失去强度,容易产生一部分抛光工序不能消除的微小麻点。(3)玻璃翘曲。在退火、冷却区应注意上下模的温度差,确定适合玻璃参数的退火、冷却温度曲线,防止玻璃翘曲。
相关阅读: